Built from raw
steel. Finished
to last fifty years.
Plasma-cut, MIG-welded, powder-coated fences and gates for homeowners, developers, and estates. Every weld bead visible on request.
38+
Years Fabricating
2,400+
Projects Completed
50yr
Powder-Coat Warranty
Watch your fence
get built.
Five decisions separate a fence that rots from one that outlasts the building it guards. Scroll through each one.
Stage 01 of 05
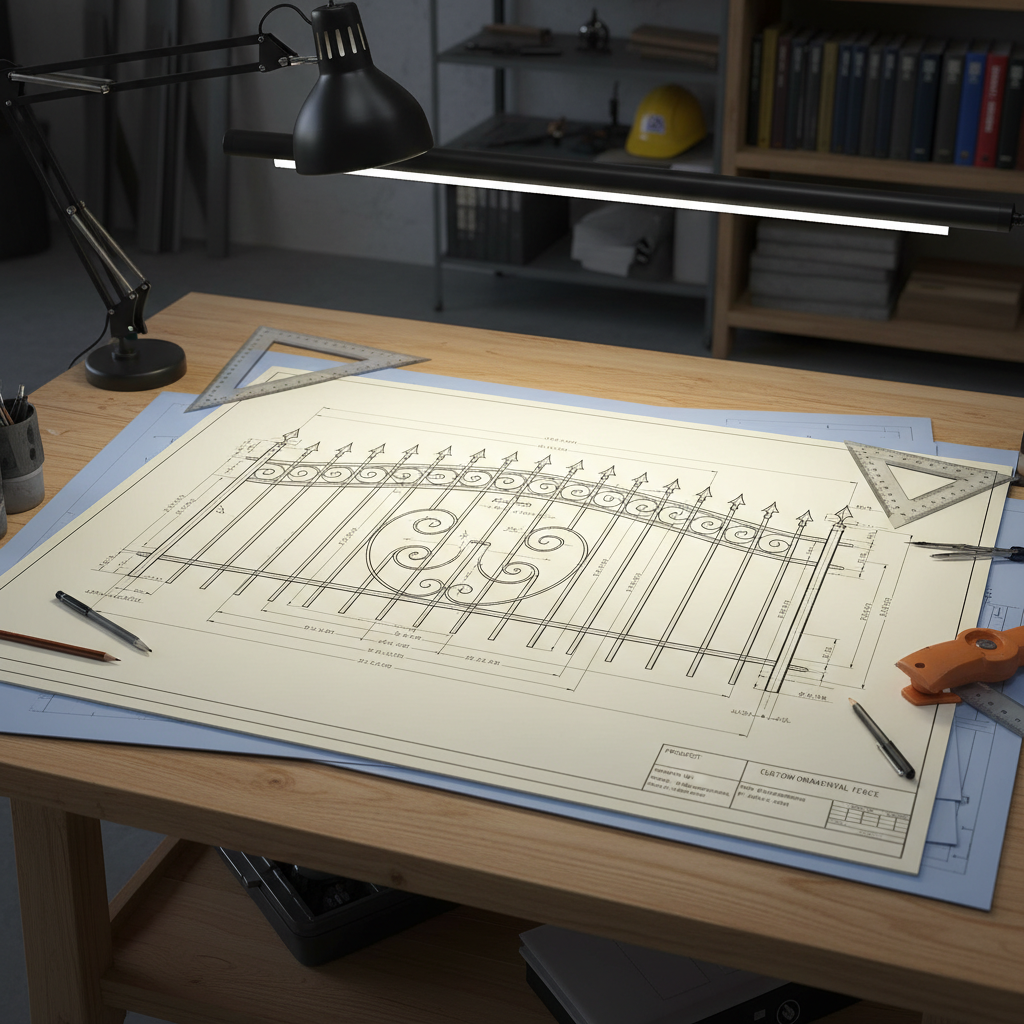
Design
Engineering before fabrication.
Stage
Design
Every fence begins as a dimensioned drawing — not a sketch. We spec post centres, panel spans, and load-bearing requirements based on your site survey before a single piece of steel is ordered.
Why it matters: a fence designed to engineering tolerances never racks, sags, or requires shimming after installation.

Stage
Cut
Flat bar, square hollow section, and solid rod stock is cut on a CNC plasma table. Every picket length, mitre, and notch is programmed from the engineering drawing — no hand-marking, no variance.
Why it matters: consistent cut lengths mean consistent panel widths, which means your fence runs true from first post to last.

Stage
Weld
Panels are assembled in a purpose-built steel jig that holds every component square and plumb during welding. Each picket-to-rail junction receives a full-penetration MIG bead, ground flush, and inspected before the jig releases.
Why it matters: jig-welded panels cannot rack. The geometry is locked in at the weld, not corrected at the post.

Stage
Finish
After welding, every panel is sandblasted to bare metal (Sa 2.5), zinc-phosphate primed within two hours, then baked in our powder-coat oven at 200°C for 20 minutes. The result is a bond, not a coating.
Why it matters: bare-metal adhesion and oven-cured powder give you a finish that resists impact, UV, and coastal salt for 50 years.

Stage
Install
Our installation crew sets posts in 450mm-deep concrete footings, allows 48 hours to cure, then returns to hang panels with stainless fasteners. Every post is plumbed with a digital level before concrete is poured.
Why it matters: a post set in under-depth concrete is the single most common cause of fence failure. We do not cut that corner.
Steel that's already
standing.
Every project photographed on installation day. No renders. No stock imagery. What you see is what we weld.

Ornamental Ironwork
Thornberry Estate
Spear-top · 2400mm H · Powder-coat Gloss Black

Pool Compliance Fence
Lakeside Residence
Horizontal Modern · 1200mm H · AS 1926.1

Perimeter Security
Meridian Business Park
Anti-climb Spear · 2100mm H · Galvanised + Powder-coat
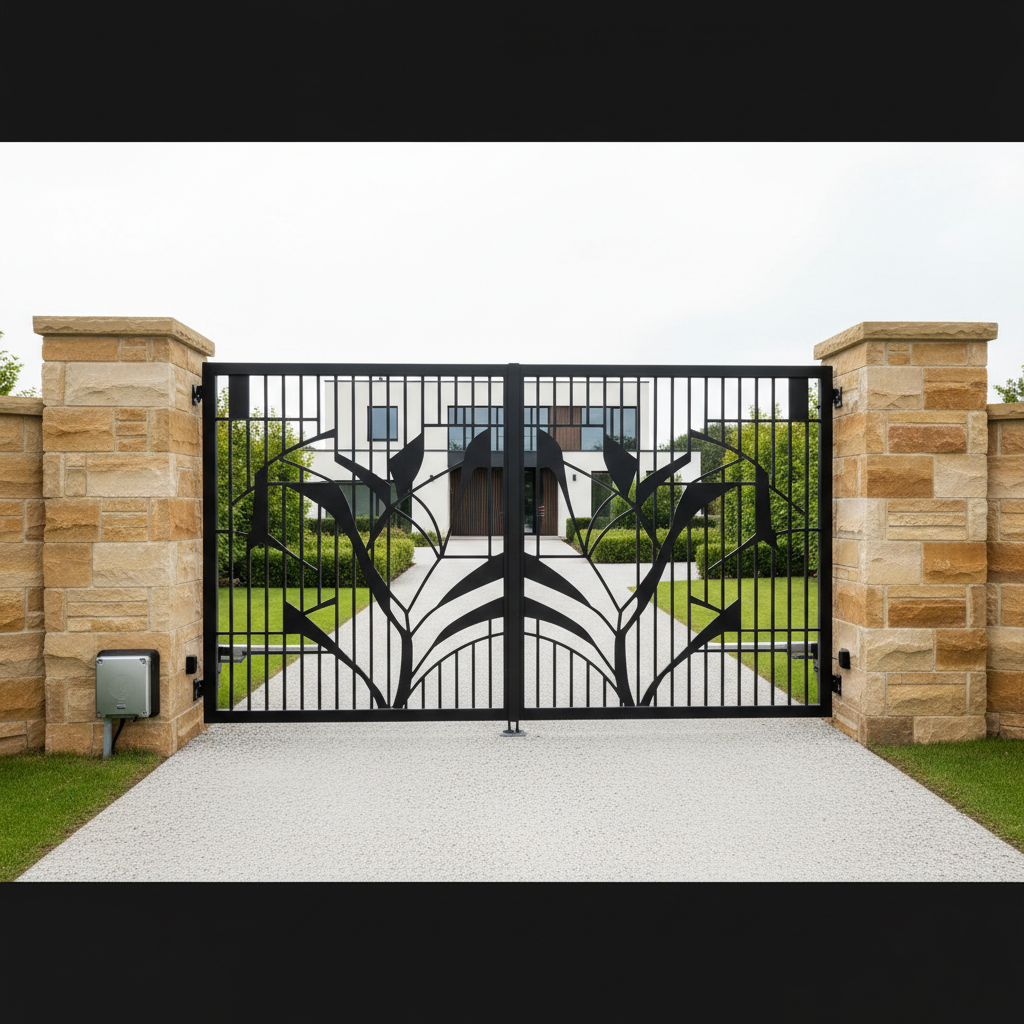
Automated Gate
Custom Driveway Gate
Bi-fold · 4800mm W · FAAC Automation

Ornamental Scroll
Heritage Restoration
Ornamental Scroll · 1500mm H · Flat-bar Infill

Estate Boundary
The Pines Development
Flat-top · 1800mm H · 320lm Run

Project Ref: TH-2024-089
Thornberry Estate
480lm · Spear-top · Ornamental Gates · Gloss Black
“We had three quotes. Two were cheaper. We chose Forge because the site visit lasted ninety minutes and they left us with a dimensioned drawing. Six months later, that fence is the first thing every visitor mentions.”

James Whitfield
Estate Owner · Thornberry, VIC
4.9/5
Average rating
340+
Verified reviews
96%
Repeat referral rate
Know what you want
before you call anyone.
Five questions. Two minutes. A style recommendation with a budgetary range — and a booking link if you're ready for a site measure.
No email required to see your recommendation.